
Horizontal Split Case Fire Fighting Pumps - UL Listed
Product Details:
- Theory Centrifugal Pump
- Flow Rate Up to 15000 GPM (3400 m3/hr)
- Material Cast Iron/ Ductile Iron/ Bronze
- Structure Horizontal Split Case
- Suction Type Double Suction
- Volute Type Single Volute
- Nozzle Location End Suction, Top Discharge
- Click to view more
X
Horizontal Split Case Fire Fighting Pumps - UL Listed Price And Quantity
- 1 Piece
- Flexible Coupled
- Epoxy Coated for Corrosion Resistance
- Electric Motor, Diesel Engine or Both (Jockey, Main & Standby)
- Heavy Duty, Grease or Oil Lubricated
- Base Mounted
- Up to 180 m
- Continuous Duty
- Gland Packing / Mechanical Seal
- Double Suction, Dynamically Balanced
- Flanged to ANSI/ISO Standards
- Clockwise when viewed from driver end
- Low Noise Design
- Up to 1.5 times working pressure
Horizontal Split Case Fire Fighting Pumps - UL Listed Product Specifications
- Up to 15000 GPM (3400 m3/hr)
- Single Volute
- Horizontal Split Case
- Fire Fighting Systems
- Electric or Diesel
- Cast Iron/ Ductile Iron/ Bronze
- 1450/2900 RPM
- Up to 25 bar
- DN 80 mm to DN 400 mm
- Horizontal
- NA (Electric), Diesel for Engine
- Centrifugal Pump
- Up to 80C
- Double Suction
- End Suction, Top Discharge
- Flexible Coupled
- Epoxy Coated for Corrosion Resistance
- Electric Motor, Diesel Engine or Both (Jockey, Main & Standby)
- Heavy Duty, Grease or Oil Lubricated
- Base Mounted
- Up to 180 m
- Continuous Duty
- Gland Packing / Mechanical Seal
- Double Suction, Dynamically Balanced
- Flanged to ANSI/ISO Standards
- Clockwise when viewed from driver end
- Low Noise Design
- Up to 1.5 times working pressure
Horizontal Split Case Fire Fighting Pumps - UL Listed Trade Information
- as per oder Per Week
- as per oder Week
Product Description
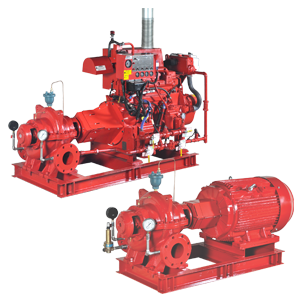
Fire Fighting Pumps Horizontal Split Case - UL Listed FM Approved
Features
Lubi fire-fighting pumps offers all features & benefits as mentioned in our LHC standard pump series data booklet. Following are the additional features & benefits offered by these pumps:
Features
State-of-the-art design fire pumping system.
UL listed/FM approved/NFPA-20 design
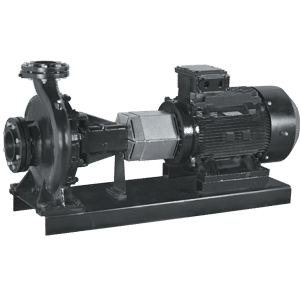
Diesel engine as well as electric motor driven pump
Rugged construction
Liberal water passages
Automatic air relief valve
Efficient operation
Lower initial cost
Reduced installation time and cost
Simplified piping design
Suitable for space saving installation systems and retrofit applications
Easy access to all working parts
Ease of maintenance
Single source unit responsibility.
Applications:
Lubi FLHC fire pumps are used in fire-fighting applications for supplying water to fire hose reels, fire hydrants or sprinkler systems in areas which are prone to the hazards of fire.
The typical applications are as follow:
Commercial complexes and high rise buildings
Petrochemical industries and Gas plants
Oil and Gas on-shore &off-shore platforms
Oil terminals
Airports and ports
Jetties
Marine applications
Power stations and transformer stations
Chemical industries
Manufacturing plants
Fire-work industries
Warehouses/Godowns
The fire pumps typically consist of the following equipment:
Pump
Electric motor/Diesel engine assembled with
cooling system (for Diesel engine only)
fuel system (for Diesel engine only)
battery system (for Diesel engine only)
exhaust system (for Diesel engine only)
Fire pump controller
Suction and discharge gauges
Air relief valve
Common base plate
Note: For jockey pump requirements kindly refer LCR and/or LES pumps.
All above equipment except fuel supply tank and fire pump controller are mounted on a common base frame.
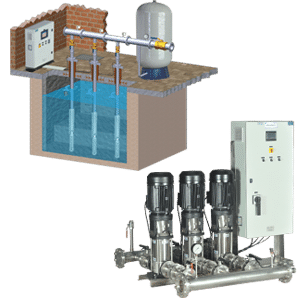
We along with Lubi can also supply Packaged fire pumping system with all required accessories ready for site installation.
Advanced Fire Protection Technology
This pump integrates double suction and a single volute design, boosting hydraulic efficiency while maintaining consistent performance for fire fighting systems. Its horizontal split case structure permits easy maintenance and inspection, vital for reliability during emergency operations. The combination of epoxy coating and robust cast iron, ductile iron, or bronze construction ensures durability and optimal service life, even under challenging conditions.
Versatile Mounting and Drive Options
Choose from electric motors, diesel engines, or both to power the pump, ensuring seamless operation regardless of site conditions or power availability. Flexible coupling enhances vibration absorption, promoting longevity and smoother operation. The base-mounted layout simplifies installation and alignment, making it suitable for diverse fire protection setups in industrial and commercial facilities.
FAQs of Horizontal Split Case Fire Fighting Pumps - UL Listed:
Q: How does the double suction design enhance pump performance for fire fighting applications?
A: The double suction impeller reduces axial thrust and enables the pump to handle higher flow rates with increased efficiency, ensuring rapid and reliable water supply during fire emergencies.Q: What is the process for installing a base-mounted horizontal split case fire pump?
A: Installation involves securely mounting the pump to a stable foundation, aligning the flexible coupling to the driver (electric motor or diesel engine), connecting ANSI/ISO standard flanged piping, and verifying correct rotation and lubrication before commissioning.Q: When should gland packing or mechanical seals be chosen for the pump?
A: Gland packing is selected for traditional lower-pressure applications or when easy adjustment is preferred. Mechanical seals are recommended for higher pressure and temperatures, or when reduced leakage and maintenance are required.Q: Where can these UL listed fire fighting pumps be used in India?
A: They are suitable for industrial complexes, commercial buildings, refineries, power plants, airports, and anywhere reliable fire protection systems are needed, conforming to local and international standards.Q: What benefits does epoxy coating provide in these pumps?
A: Epoxy coating offers superior corrosion resistance, extending pump life by protecting the metal surfaces from moisture, chemicals, and environmental exposure.Q: How is low noise achieved in these fire fighting pumps?
A: The pumps dynamically balanced impeller, heavy-duty bearings, and precision machining minimize vibrations and operational noise, enhancing safety and comfort in facility environments.Q: What are the maintenance requirements for horizontal split case pumps with heavy-duty bearings?
A: Regular inspection of bearing lubrication (grease or oil), seal integrity, and alignment is necessary, with periodic servicing ensuring continuous, efficient service and minimizing downtime during critical operations.Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

Other Products in 'Lubi' category

Contact Details
- 308, Bhaveshwar Arcade, Opposite Shreyas Cinema, L.B.S. Marg, Ghatkopar (West), Mumbai - 400086, Maharashtra, India
- Phone : 08045478396
DYNAMIC PRODUCTS
GST : 27AAHFD0720F1ZX
GST : 27AAHFD0720F1ZX
- Mr Manish Parekh (Partner)
- Mobile : 08045478396
- Mr. Ashit Parekh (Partner)
- Mobile : 08045478396
- Send Inquiry


DYNAMIC PRODUCTS
All Rights Reserved.(Terms of Use)
Developed and Managed by Infocom Network Private Limited.
Developed and Managed by Infocom Network Private Limited.
