
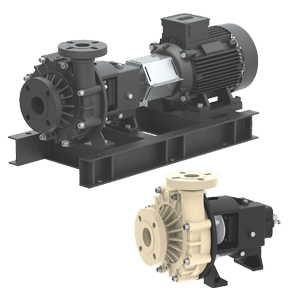
Chemical Process Pumps - Non Metallic
Product Details:
- Flow Rate Up to 80 m/hr
- Theory Centrifugal Pump
- Material Polypropylene, PVDF, UHMWPE (Non Metallic)
- Structure Close coupled/Monoblock type
- Suction Type Self Priming
- Volute Type Single
- Nozzle Location End Suction, Top Discharge
- Click to view more
X
Chemical Process Pumps - Non Metallic Price And Quantity
- 1 , , Piece
- Flanged
- Fully Open, Non-clog
- Up to 38 m
- 1 to 14
- Foot Mounted
- Mechanical Seal, Gland Packing optional
- Blue/White/Custom
- IP55/65 available
- Conforms to DIN/ISO
- Up to 10 mm
- Low
- Depends on model, approx. 30-100 kg
Chemical Process Pumps - Non Metallic Product Specifications
- Single
- End Suction, Top Discharge
- Electric Motor Driven
- Centrifugal Pump
- -10C to 100C
- Polypropylene, PVDF, UHMWPE (Non Metallic)
- Up to 5 kg/cm2
- Self Priming
- Chemical handling, Acid transfer, Corrosive liquids, Effluent treatment
- Close coupled/Monoblock type
- up to 2900 rpm
- None (Electric)
- Up to 80 m/hr
- 25mm to 100mm
- Horizontal
- Flanged
- Fully Open, Non-clog
- Up to 38 m
- 1 to 14
- Foot Mounted
- Mechanical Seal, Gland Packing optional
- Blue/White/Custom
- IP55/65 available
- Conforms to DIN/ISO
- Up to 10 mm
- Low
- Depends on model, approx. 30-100 kg
Chemical Process Pumps - Non Metallic Trade Information
- as per oder Per Week
- as per oder Week
Product Description
Chemical Process Pumps - Non-Metallic:
Applications;
Chemical process
Pharmaceutical
Food & Beverage processing
Steel plants
Automobile
Marine/Sea water
Water supply
Booster service
Cooling water
Water treatment/Purification
OEM.
Features:
State-of-the art compact design
Easy and simple install
User-friendly operation
Quiet running
Reliable and robust construction
Back pull-out design which simplifies inspection and maintenance
Rotating parts are dynamically balanced which ensure vibration free performance and enhanced life
High performance hydraulics
TECHNICAL DATA:
Capacity [Q]: 90 M^3 /Hr.
Head [H] upto: 60 Meters
Motor Power [P] upto: 22 KW 30 HP
Viscosity upto: 150 mPas (cP)
Suction lift upto: 8 m (26 ft) with priming chamber*
Maximum Working Pressure: 10 bar (145 psi)
Maximum Specific Gravity [SG]: 1.8 - 3
Minimum Continuous Flow [MCF]: 2.5 m /hr (11 US gpm)
Maximum Temperature: GFRPP: 90C (194F), NORYL : 82C (180F), PVDF: 104C (220F)
Suction & Delivery Connection: PN16, PN25, Class 250, BSP
Shaft Seal: Single (SPB/SPS) & Double (DPS) Mechanical Seals
Bearings Lubrication: Rolling Element Bearings Oil
Motor Compatibility: IE-2 / FLAME PROOF
Operating Frequency 50 Hz. up to up to up to up to up to 150 mPas (cP)
Robust Non-Metallic Construction
Our chemical process pumps are crafted in high-grade Polypropylene, PVDF, and UHMWPE to ensure exceptional resistance to corrosion, even during prolonged exposure to aggressive chemicals and effluents. The non-metallic structure extends pump life and reduces downtime from material degradation, perfect for challenging industrial environments.
Versatile Application and High Performance
Designed for chemical handling, acid transfer, corrosion-prone sites, and effluent management, these pumps efficiently manage flows up to 80 m/hr and heads up to 38 m. The self-priming volute type, low noise, and robust mechanical sealing enhance reliability for continuous operation in demanding settings.
FAQs of Chemical Process Pumps - Non Metallic:
Q: How does the non-metallic construction benefit chemical process pump applications?
A: Non-metallic materials such as Polypropylene, PVDF, and UHMWPE offer superior chemical resistance and durability, preventing corrosion and degradation when handling a wide range of aggressive chemicals and acids.Q: What type of impeller and sealing arrangement is used in these pumps?
A: These pumps use fully open, non-clog impellers suitable for solid handling up to 10 mm, and provide mechanical seals for leakage-free operation, with gland packing available as an optional feature.Q: When is a chemical process pump with self-priming capability most advantageous?
A: Self-priming pumps are especially useful when suction conditions are difficult or when frequent restarting is required, as they eliminate the need for manual priming and reduce operational downtime.Q: Where are these pumps commonly installed and used?
A: They are typically installed in chemical factories, acid transfer stations, effluent treatment plants, and other industrial sites requiring safe handling of corrosive liquids. The foot-mounted design and horizontal shaft orientation facilitate floor-level installation.Q: What is the process for selecting the appropriate model for my application?
A: Assess fluid characteristics, required flow rate (up to 80 m/hr), head (up to 38 m), solid size, temperature, and pH range. Then, choose the pump material, connection type, and nozzle configuration that best suits your unique requirements.Q: Can I customize the pumps color or nozzle location?
A: Yes, these pumps offer customizable color options (blue, white, or others on request) and flexible nozzle locations for end suction and top discharge to match your specific installation needs.Q: What are the main usage benefits of this pump design?
A: The pumps provide highly reliable, efficient chemical transfer, minimal downtime from clogging or corrosion, easy maintenance, and low operational noise. The conformity to DIN/ISO standards ensures global compatibility and safety.Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

Other Products in 'Lubi' category



Contact Details
- 308, Bhaveshwar Arcade, Opposite Shreyas Cinema, L.B.S. Marg, Ghatkopar (West), Mumbai - 400086, Maharashtra, India
- Phone : 08045478396
DYNAMIC PRODUCTS
GST : 27AAHFD0720F1ZX
GST : 27AAHFD0720F1ZX
- Mr Manish Parekh (Partner)
- Mobile : 08045478396
- Mr. Ashit Parekh (Partner)
- Mobile : 08045478396
- Send Inquiry


DYNAMIC PRODUCTS
All Rights Reserved.(Terms of Use)
Developed and Managed by Infocom Network Private Limited.
Developed and Managed by Infocom Network Private Limited.
