
Horizontal Split Case Fire Fighting Pumps - UL Listed
Product Details:
X
Horizontal Split Case Fire Fighting Pumps - UL Listed Price And Quantity
- 1 Piece
Horizontal Split Case Fire Fighting Pumps - UL Listed Trade Information
- as per oder Per Week
- as per oder Week
Product Description
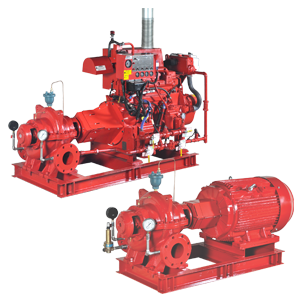
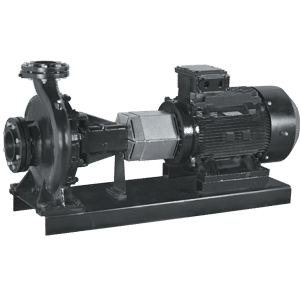
Fire Fighting Pumps Horizontal Split Case - UL Listed FM Approved
Features
Lubi fire-fighting pumps offers all features & benefits as mentioned in our LHC standard pump series data booklet. Following are the additional features & benefits offered by these pumps:
Features
State-of-the-art design fire pumping system.
UL listed/FM approved/NFPA-20 design
Diesel engine as well as electric motor driven pump
Rugged construction
Liberal water passages
Automatic air relief valve
Efficient operation
Lower initial cost
Reduced installation time and cost
Simplified piping design
Suitable for space saving installation systems and retrofit applications
Easy access to all working parts
Ease of maintenance
Single source unit responsibility.
Applications:
Lubi FLHC fire pumps are used in fire-fighting applications for supplying water to fire hose reels, fire hydrants or sprinkler systems in areas which are prone to the hazards of fire.
The typical applications are as follow:
Commercial complexes and high rise buildings
Petrochemical industries and Gas plants
Oil and Gas on-shore &off-shore platforms
Oil terminals
Airports and ports
Jetties
Marine applications
Power stations and transformer stations
Chemical industries
Manufacturing plants
Fire-work industries
Warehouses/Godowns
The fire pumps typically consist of the following equipment:
Pump
Electric motor/Diesel engine assembled with
cooling system (for Diesel engine only)
fuel system (for Diesel engine only)
battery system (for Diesel engine only)
exhaust system (for Diesel engine only)
Fire pump controller
Suction and discharge gauges
Air relief valve
Common base plate
Note: For jockey pump requirements kindly refer LCR and/or LES pumps.
All above equipment except fuel supply tank and fire pump controller are mounted on a common base frame.
We along with Lubi can also supply Packaged fire pumping system with all required accessories ready for site installation.
Enter Buying Requirement Details
Other Products in 'Lubi' category



Contact Details
- 308, Bhaveshwar Arcade, Opposite Shreyas Cinema, L.B.S. Marg, Ghatkopar (West), Mumbai - 400086, Maharashtra, India
- Phone : 08045478396
DYNAMIC PRODUCTS
GST : 27AAHFD0720F1ZX
GST : 27AAHFD0720F1ZX
- Mr Manish Parekh (Partner)
- Mobile : 08045478396
- Mr. Ashit Parekh (Partner)
- Mobile : 08045478396
-
 Send Inquiry
Send Inquiry


DYNAMIC PRODUCTS
All Rights Reserved.(Terms of Use)
Developed and Managed by Infocom Network Private Limited.
Developed and Managed by Infocom Network Private Limited.